鋳巣の原因と対策
2025.12.16

様々ある鋳造欠陥の中で、最も多い欠陥の一つが「鋳巣」です。鋳巣は、製品の強度や品質を低下させる原因となるため、対策は必須です。
本稿では、鋳巣の原因とその対策について、鋳物切削加工のプロフェッショナルが解説します。
鋳巣とはなにか?
鋳巣とは、鋳造欠陥の一種で、鋳物製品の内部や表面にできる空洞(穴)のことです。
「ちゅうす」または「いす」と読みます。製品の強度や気密性を著しく低下させるため、鋳造工程において最も重要な対策対象の一つとされています。鋳巣は、溶けた金属(溶湯)を鋳型に流し込む工程で、主にガスの巻き込みや凝固時の体積収縮が原因で発生します。
鋳巣の種類と原因・メカニズム
鋳巣は、その発生原因によって大きく「収縮による鋳巣」と「ガスによる鋳巣」に分けられます。
収縮による鋳巣
主に溶湯が凝固する際の体積減少が原因で発生する空洞は、引け巣とざく巣があります。
引け巣(ひけ巣)は、凝固収縮の際に、最後に固まる部分に溶湯が十分に供給されずにできる内部の大きな空洞です。鋳物の肉厚が急に変化する部分や、熱が集中する部分で発生しやすいです。湯道や押し湯の設計が不十分で、溶湯が最後まで供給されないと発生します。冷やし金を用いて、意図的に特定の部位の凝固を早める対策が取られることもあります。
一方、ざく巣は、引け巣に比べると細かい収縮空洞が分散して発生する現象で、特にダイカストや金属の急速な凝固を伴う鋳造法で見られます。
ガスによる鋳巣
次に、溶湯中のガスや鋳型材から発生するガスが原因で発生する空洞についてご紹介します。
ブローホール:ブローホールは、比較的大きな球状の空洞で、鋳型や中子から発生したガスや、溶湯に含まれていたガス(特に水素)が、鋳物内部に閉じ込められてできます。鋳型の通気性が悪い砂型鋳造などで発生しやすいです。
ピンホール:ピンホールは、ブローホールよりも小さな、針で刺したような微細な空洞が表面近くに多数発生する現象です。主な原因は、溶湯に多量に溶け込んだガスが凝固過程で放出されることや、鋳型表面の水分が急激に蒸発することです。
巻き込み巣:巻き込み巣は、湯廻りが乱れることによって、空気や、溶湯表面にできた酸化皮膜(酸化物介在物)を溶湯の内部に巻き込み、そのまま固まって空洞となるものです。特に、湯道からの注ぎ込みが急激であったり、乱流が発生しやすい設計だと起こりやすいです。注湯温度が低すぎると、湯廻りが悪くなり、巻き込み巣が発生しやすくなる場合があります。
鋳巣への対策
鋳巣対策は、「収縮のコントロール」と「ガスの発生・巻き込み防止」の二点に集約されます。
引け巣(収縮)への対策
押湯の設置・設計:押し湯を設けて、凝固する鋳物本体に向けて溶湯を最後に供給できるようにします。押し湯が鋳物本体より最後に固まるように、サイズや断熱材を工夫します。
湯道系の最適化:適切なサイズの湯道(ストレートな構造)設計で、溶湯が滞りなくスムーズに流れるようにし、均一な凝固を促します。
凝固の方向性制御:冷やし金や断熱材を用いて、凝固が押し湯側から遠い部分から順に押し湯に向かって進むよう、凝固の方向性をつけます。
注湯温度の最適化:注湯温度を高すぎず、低すぎない適正範囲に保ち、過度な引け巣の発生を防ぎます。
ガス巣(ガス・空気)への対策
ガスの除去(脱ガス):鋳造前に溶湯のガス抜き(脱ガス処理)を徹底し、溶け込んだ水素などのガスを低減します。
鋳型通気性の改善:砂型鋳造の場合、鋳型や中子の通気性を高め、発生したガスが外部へスムーズに逃げられるようにします。
乾燥の徹底:鋳型や中子の水分はガスの発生源となるため、使用前に完全に乾燥させます。
湯道設計:湯道設計を工夫し、溶湯の巻き込み巣(空気の巻き込み)が発生しないよう、穏やかな湯廻りと湯道内の速度を適切に制御します。特にダイカストでは、射出速度やベント(ガス抜き)の設計が極めて重要になります。
弊社における鋳物の高精度切削加工
当サイトを運営する株式会社友照工業が、多くの実績を持ち得意とするのが、□630サイズまでのアルミ鋳物・鋳鉄の高精度マシニング加工です。
自動車メーカー様・Tier1部品メーカー様をはじめとする設計・開発部門と連携した試作品・テストピースの製作に加え、補給品(サービスパーツ)の生産について豊富な実績があり、支給材の切削加工だけでなく、粗材調達から切削加工、圧入・組付けを含む「粗加一貫」の対応が可能です。

弊社の本社工場・第2工場では、三井精機の横型5軸マシニングセンタ3台をはじめとする、約40台のマシニングセンタを保有しており、月産数百個~数千個までの小中ロット量産にも対応可能です。 例えば、ブロックシリンダであれば月産300個、ATトランスミッションケースで月産3,000個、ラテラルロアアームのような比較的小物であれば月産18,000個の量産実績がございます。
さらに、「よいモノをつくるためには、よい道具(治工具・設備)を使わなければいけない」という考えのもと、とりわけ切削工具の選定にこだわっております。海外メーカーを含む複数の工具メーカーに依頼し、ハイエンドの特注ダイヤモンド工具を手配しております。
また、お客様から評価いただいているのが、温度・湿度が均一で空調ムラが発生しない20℃ ± 0.5℃の恒温恒湿工場です。これにより、穴ピッチの変化や加工条件の調整が必要なく、不良をほとんど無くすことができ、高精度な鋳物切削加工を実現できております。
鋳物切削加工の事例
弊社が過去に加工した製品をご紹介します(機密保持の関係上、製品画像はAIで生成しております)。
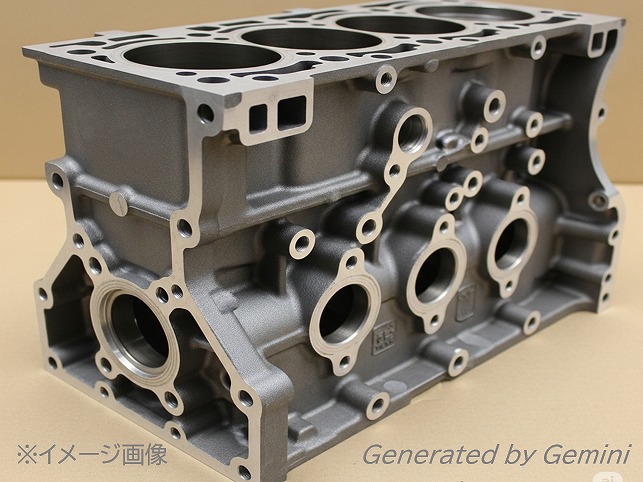
FC280-21 直列4気筒ブロックシリンダ
農業機械のエンジンを構成する直列4気筒ブロックシリンダです。
マシニング加工ののち、キャップ組付、サブアッシー後のマシニング加工を経て、内部の鋳巣をチェックをしたうえで納品いたしました。
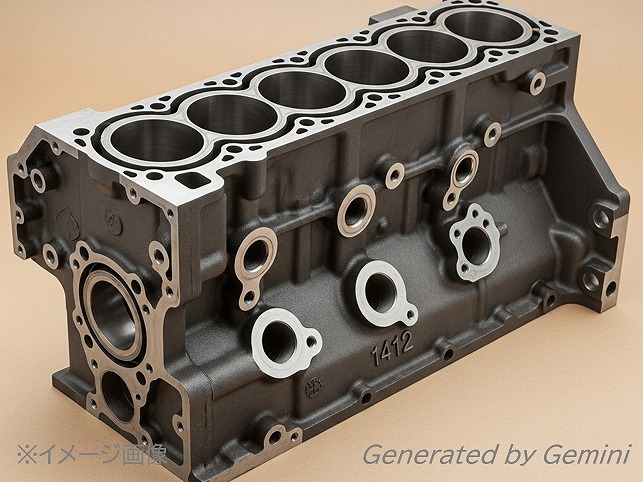
FCA 直列6気筒ブロックシリンダ
粗材は、減衰能に優れたねずみ鋳鉄であるFCA材(片状黒鉛鋳鉄)を採用しています。
ブロック本体にラダーキャップを組み付けたのち、Φ58×620mmのクランク穴を同軸度20μmで加工しました。ボアボーリング+ホーニング加工によりΦ86×120mmの穴を真円度10μmの高精度で仕上げております。
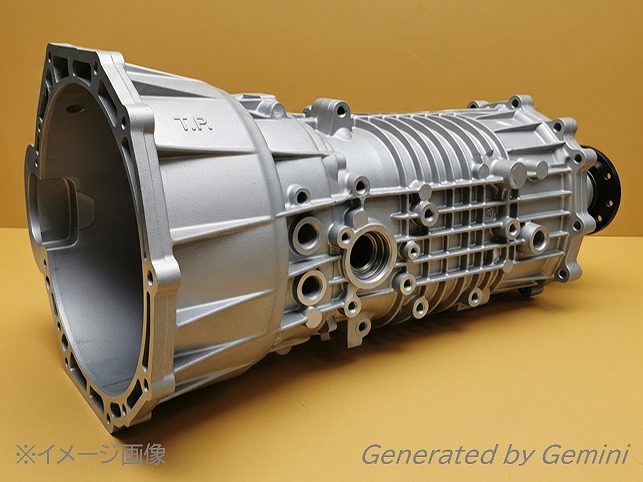
ADC10 クラッチハウジング
粗材は、ADC12に比べSi量がやや少なく引張強度に優れるアルミダイカストADC10を採用しております。
サイズが大きく薄肉のワークですが、粗材の一部をくり抜き切除する必要があるため、加工圧による歪み発生を極力低減する工程設計を行いました。
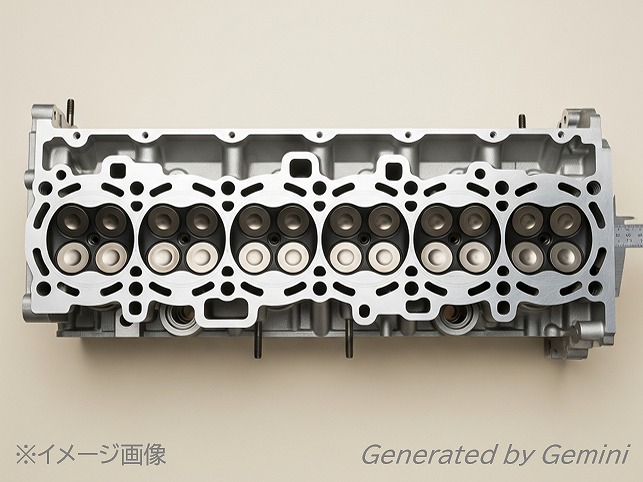
AC4B-T6 ヘッドシリンダ
全長が長いためワーク取り付け時の誤差や機械加工誤差が、比較的出やすいワーク形状です。例えばワークを立てた姿勢で加工する場合、取り付け時に垂直でない場合にY軸が斜めに走ることになり穴位置ズレとなりやすくなります。
他方、ワークを寝かせた姿勢で加工する場合も、B軸反転精度誤差により長手方向両端の端面位置(厚み)が大きく変動することになります。
鋳物切削加工なら、友照工業にお任せください
友照工業では、図面段階からの技術相談、試作、小中ロット加工まで幅広く対応しております。
鋳物の高精度切削加工なら、友照工業にお任せください。
- 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWダクタイル鋳鉄(FCD材)の切削加工におけるポイント - 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWねずみ鋳鉄(FC材)の切削加工におけるポイント - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW電気自動車・燃料電池自動車(EV・FCV)向け鋳物部品の精密切削加工 - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW自動車部品のアルミ鋳物切削加工 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳巣の原因と対策 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物の割れ・クラックの原因と対策 - 2025.11.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物切削加工が難しい理由 - 2025.10.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物・鋳造材料の種類 - 2025.09.09
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW「アルミ・鉄鋳物高精度切削加工. com」をオープンしました
