鋳物切削加工が難しい理由
2025.11.03

複雑な形状を一度に成形できる鋳造ですが、高精度を要求される製品の場合、鋳造後に切削加工で仕上げるのが一般的です。しかし、この鋳物の切削加工は非常に難しいとされています。
本稿では、鋳物切削加工がなぜ難しいかをテーマに、鋳造後の切削加工が必要とされる背景も含め、鋳物切削加工のプロフェッショナルが解説します。
鋳物の種類
鋳物は、溶かした金属を鋳型に流し込んで固めた製品・加工品です。身近な例では、自動車のエンジンブロックやマンホールの蓋などが鋳物で作られています。鋳物は、その材質によって様々な種類に分けられます。代表的なものは以下の通りです。
- ・ねずみ鋳鉄(FC): 広く使われる一般的な鋳物で、優れた切削性や振動減衰性を持っています。
- ・ダクタイル鋳鉄(FCD): ねずみ鋳鉄に比べて強度や粘り強さに優れており、自動車部品などによく利用されます。
- ・鋳鋼(SC):炭素鋼鋳鋼品の略称で、鋳鉄よりもさらに強度が高く、複雑な形状の部品も作れます。
- ・アルミ鋳物:軽さが最大の特徴です。アルミ砂型鋳造やアルミダイカストなど、工法によってさらに細分化することができます。
その他の鋳物・鋳造材料については、下記の記事をご覧ください。
鋳物を切削加工する理由
鋳物は、鋳型に流し込んで成形するため、複雑な形状を一度に作ることができます。しかし、鋳型から取り出したままでは、表面に砂や酸化物が付着していたり、寸法精度が不十分だったりします。
特に自動車のエンジンブロックや産業機械・装置部品のような高精度が求められる製品の場合、鋳造後に切削加工で仕上げることが一般的です。
したがって、鋳物を切削加工する理由をまとめると以下の3つになります。
- 高精度にする:鋳造のみでは得られない精密な寸法・形状を実現するため
- 表面性状を整える:表面粗さを改善し、平滑な面に仕上げるため
- 追加工:穴あけや溝加工などを行うため
なぜ鋳物切削加工が難しいのか?
鋳物は切削加工が難しい材料として知られています。その主な理由は以下の3つです。
①表面の硬い層(チル層)と異物
特にダイカスト鋳造において、鋳物を鋳型から取り出すと、表面が急速に冷却されて硬く脆い層(チル層)が形成されます。このチル層は非常に硬いため、工具の摩耗が激しく、刃先が欠けやすくなります。
また、鋳型に使われる砂などが表面に付着していることがあり、これらが工具の刃先を傷つけてしまいます。
②工具の摩耗を加速させる成分
鋳鉄に含まれる黒鉛や、ダクタイル鋳鉄に含まれる球状黒鉛が、切削時に工具と摩擦を起こし摩耗を加速させます。特にダクタイル鋳鉄は、黒鉛が球状になっているため、切削時に工具に食い込みやすく、チッピング(刃先が小さく欠けること)の原因にもなります。
③不安定な材質
鋳物は、製造ロットや冷却条件によって、内部の組織や硬さが均一でないことがあります。このため、加工中に硬さの違う部分に当たると、切削抵抗が変化して不良が発生しやすくなります。
弊社における鋳物の高精度切削加工
当サイトを運営する株式会社友照工業が、多くの実績を持ち得意とするのが、□630サイズまでのアルミ鋳物・鋳鉄の高精度マシニング加工です。
自動車メーカー様・Tier1部品メーカー様をはじめとする設計・開発部門と連携した試作品・テストピースの製作に加え、補給品(サービスパーツ)の生産について豊富な実績があり、支給材の切削加工だけでなく、粗材調達から切削加工、圧入・組付けを含む「粗加一貫」の対応が可能です。

弊社の本社工場・第2工場では、三井精機の横型5軸マシニングセンタ3台をはじめとする、約40台のマシニングセンタを保有しており、月産数百個~数千個までの小中ロット量産にも対応可能です。 例えば、ブロックシリンダであれば月産300個、ATトランスミッションケースで月産3,000個、ラテラルロアアームのような比較的小物であれば月産18,000個の量産実績がございます。
さらに、「よいモノをつくるためには、よい道具(治工具・設備)を使わなければいけない」という考えのもと、とりわけ切削工具の選定にこだわっております。海外メーカーを含む複数の工具メーカーに依頼し、ハイエンドの特注ダイヤモンド工具を手配しております。
また、お客様から評価いただいているのが、温度・湿度が均一で空調ムラが発生しない20℃ ± 0.5℃の恒温恒湿工場です。これにより、穴ピッチの変化や加工条件の調整が必要なく、不良をほとんど無くすことができ、高精度な鋳物切削加工を実現できております。
鋳物切削加工の事例
弊社が過去に加工した製品をご紹介します(機密保持の関係上、製品画像はAIで生成しております)。
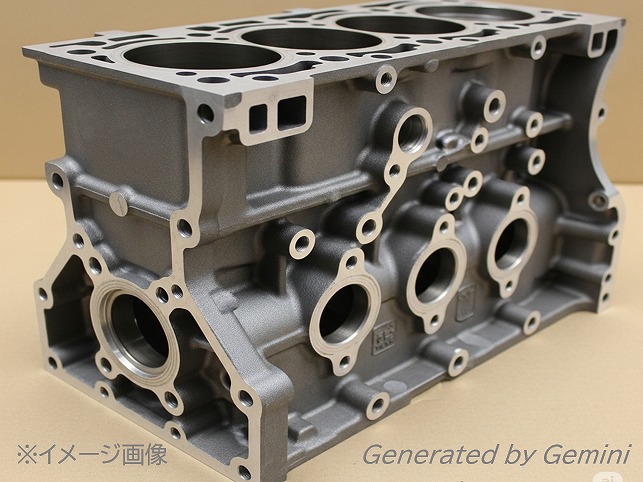
FC280-21 直列4気筒ブロックシリンダ
農業機械のエンジンを構成する直列4気筒ブロックシリンダです。
マシニング加工ののち、キャップ組付、サブアッシー後のマシニング加工を経て、内部の鋳巣をチェックをしたうえで納品いたしました。
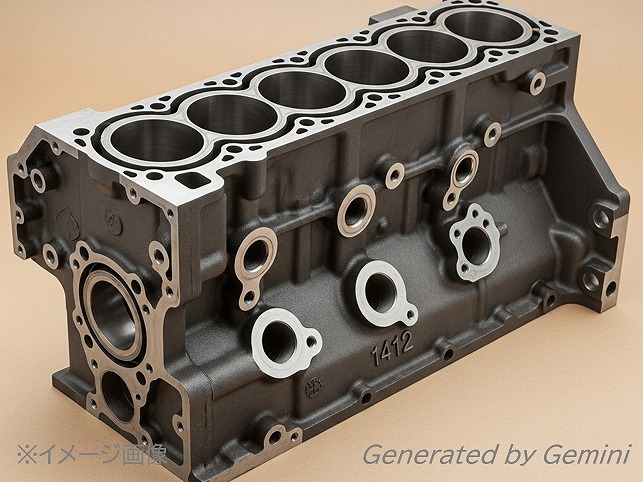
FCA 直列6気筒ブロックシリンダ
粗材は、減衰能に優れたねずみ鋳鉄であるFCA材(片状黒鉛鋳鉄)を採用しています。
ブロック本体にラダーキャップを組み付けたのち、Φ58×620mmのクランク穴を同軸度20μmで加工しました。ボアボーリング+ホーニング加工によりΦ86×120mmの穴を真円度10μmの高精度で仕上げております。
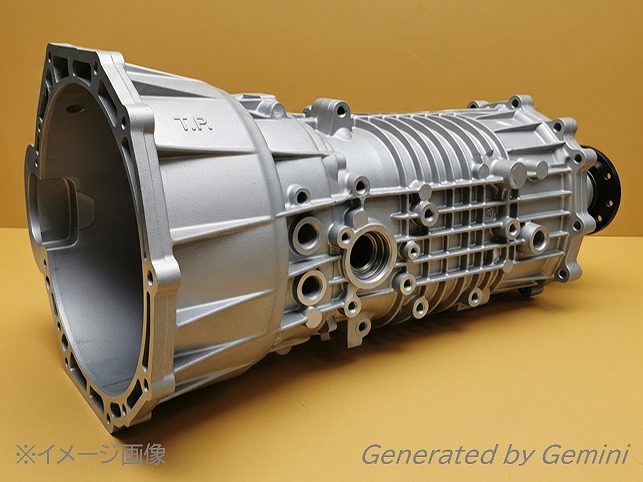
ADC10 クラッチハウジング
粗材は、ADC12に比べSi量がやや少なく引張強度に優れるアルミダイカストADC10を採用しております。
サイズが大きく薄肉のワークですが、粗材の一部をくり抜き切除する必要があるため、加工圧による歪み発生を極力低減する工程設計を行いました。
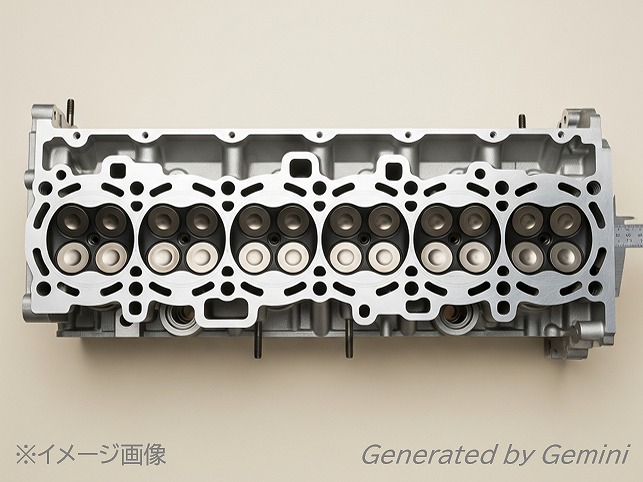
AC4B-T6 ヘッドシリンダ
全長が長いためワーク取り付け時の誤差や機械加工誤差が、比較的出やすいワーク形状です。例えばワークを縦加工する場合、取り付け時に垂直でない場合にY軸が斜めに走ることになり穴位置ズレとなりやすくなります。他方、ワークを寝かせて加工する場合も、B軸反転精度誤差により長手方向両端の端面位置(厚み)が大きく変動することになります。
鋳物切削加工なら、友照工業にお任せください
友照工業では、図面段階からの技術相談、試作、小中ロット加工まで幅広く対応しております。
鋳物の高精度切削加工なら、友照工業にお任せください。
- 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWダクタイル鋳鉄(FCD材)の切削加工におけるポイント - 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWねずみ鋳鉄(FC材)の切削加工におけるポイント - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW電気自動車・燃料電池自動車(EV・FCV)向け鋳物部品の精密切削加工 - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW自動車部品のアルミ鋳物切削加工 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳巣の原因と対策 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物の割れ・クラックの原因と対策 - 2025.11.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物切削加工が難しい理由 - 2025.10.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物・鋳造材料の種類 - 2025.09.09
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW「アルミ・鉄鋳物高精度切削加工. com」をオープンしました
