エンジン・シリンダーブロックの試作加工|鋳造・高精度切削加工・ホーニング技術を徹底解説
2026.04.07
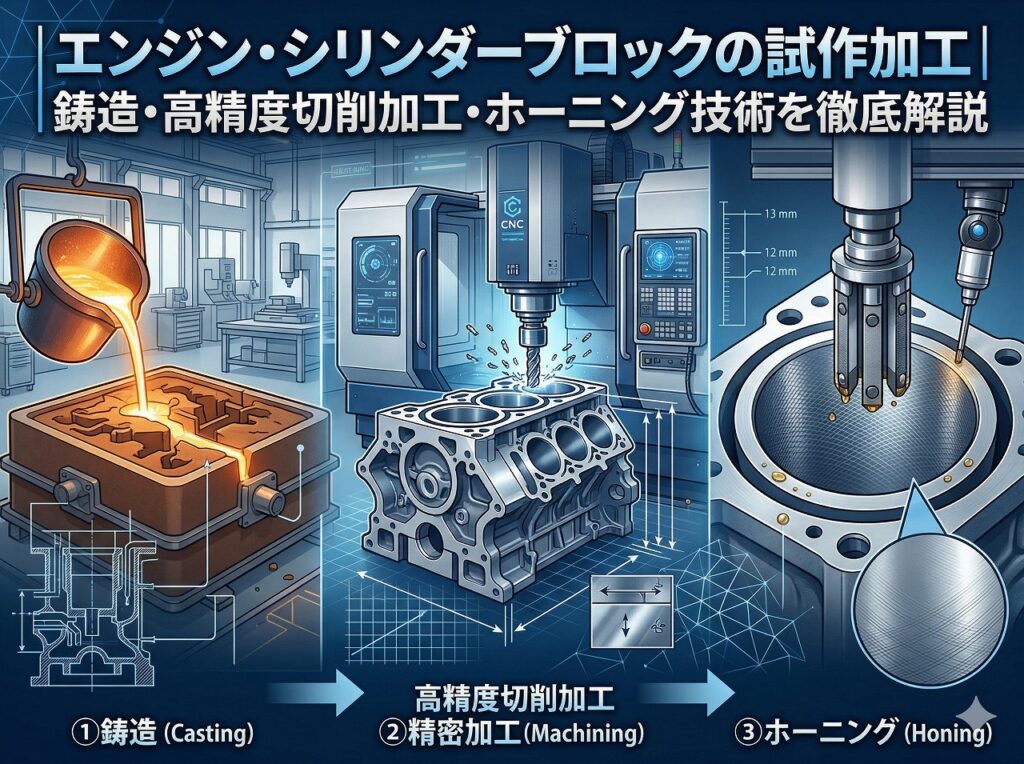
エンジンブロック(シリンダーブロック)は、内燃機関の骨格として爆発的なエネルギーを受け止める最重要部品です。その製造には、複雑な中空構造を実現する高度な鋳造技術と、ピストンの摺動を支えるミクロン単位の高精度切削加工技術の両立が欠かせません。
本稿では、エンジンブロック(シリンダーブロック)の製造・加工プロセスについて、鋳物切削加工のプロフェッショナルが解説します。
エンジンブロック(シリンダーブロック)の役割と基礎知識
エンジンブロック(シリンダーブロック)は、内燃機関の「心臓部」であり、同時に強固な「骨格」としての役割を担う最重要部品です。シリンダー、クランクケース、冷却水の通路(ウォータージャケット)などが一体となって構成されており、爆発行程で発生する凄まじい燃焼圧力や、ピストンの高速往復運動による振動に耐えうる極めて高い剛性が求められます。
材質の選定は、エンジンの用途や要求性能によって大きく2つに分かれます。古くから主流である鋳鉄(FC・FCD材)は、剛性と耐摩耗性に優れ、減衰能(振動を吸収する性質)が高いため、高い負荷がかかる産業機械用エンジンや大型ディーゼルエンジンに最適です。一方、自動車用エンジンでは軽量化による燃費向上を目的として、アルミ合金(ダイカスト等)が多く採用されています。アルミは放熱性に優れるものの、シリンダー内壁の摩耗を防ぐために鋳鉄製のスリーブを圧入したり、特殊なメッキ処理を施したりする高度な工夫が必要となります。
また、産業機械用のシリンダーブロックと自動車用では、求められる設計思想が異なります。産業機械用は数万時間に及ぶ耐久性とメンテナンス性が重視されるため、肉厚で頑強な構造が一般的です。こうした多様なニーズに応えるためには、材質の特性を深く理解し、それに応じた最適な製造プロセスを選択する設計・製作の知見が不可欠です。
エンジンブロックの鋳造プロセスと品質管理
エンジンブロックの製造において、最初の工程となる「鋳造」は製品の寿命を左右する非常に重要なプロセスです。複雑な内部構造を持つシリンダーブロックは、主に「砂型鋳造」や「ダイカスト」によって成形されます。特にウォータージャケットやオイルラインのような入り組んだ中空構造を作るには、高精度な「中子(なかご)」の技術が欠かせません。
鋳造工程における最大の課題は、内部欠陥である「鋳巣(ピンホール)」や「偏肉」をいかに防ぐかです。溶融した金属が型の中で冷え固まる際、収縮のタイミングに差があると空洞が生じてしまいます。これを防ぐためには、湯流れ解析を用いたゲート案(注入口)の最適化や、厳密な温度管理による凝固制御が求められます。
また、目に見えない内部の品質を保証するためには、非破壊検査体制が重要です。例えば、超音波厚さ計を用いた肉厚測定や、放射線透過試験(X線検査)によって、内部の空洞や鋳物肉厚のバラツキを厳しくチェックします。特に試作開発においては、鋳造後に切断して断面を確認するだけでなく、こうした最新の計測技術を活用して、図面通りのスペックが確保されているかをデータで証明することが、次工程の機械加工をスムーズに進めるための鍵となります。
シリンダーブロックの機械加工:粗加工から仕上げまで
鋳造された「素形材」は、そのままでは精度が不足しているため、マシニングセンタ等による高度な機械加工が施されます。シリンダーブロックの加工において、まず起点となるのが基準面加工です。底面やヘッドとの接合面を正確に削り出し、すべての寸法の基準となる面を出すことで、その後のボルト穴加工やシリンダー加工の幾何公差を維持します。
加工プロセスは一般的に、大きな取り代を削り取る粗加工から始まり、仕上げ加工へと進みます。マシニングセンタを用いた加工では、クランク軸の軸受け(メインジャーナル)とシリンダーの直角度や平行度をミクロン単位で制御しなければなりません。これが狂うと、ピストンの首振り運動による異音や、エンジンの焼き付きを招く原因となります。
大型の産業機械用エンジンブロックの場合、製品自体が非常に重く大きいため、加工時の自重による「たわみ」も計算に入れる必要があります。クランプの方法一つで精度が変化するため、ワークの特性を熟知した治具設計と加工プログラムの最適化が、高能率かつ高精度な加工を実現するポイントです。試作現場においては、こうした難加工をいかに迅速かつ正確にこなすかが、開発リードタイムの短縮に直結します。
燃焼室の精度を決める「ボーリング加工」と「ホーニング加工」
シリンダーブロックの加工において最も重要な工程が、ピストンが往復する内壁面の仕上げです。ここには「ボーリング加工」と「ホーニング加工」という2段階の精密加工が施されます。
まず、ボーリング加工によってシリンダーを真円かつ円筒状に削り出します。ここでは単に穴を広げるだけでなく、シリンダーの「中心線」をクランク軸に対して垂直に正しく配置する技術が求められます。
次に、表面を滑らかにするだけでなく、あえて微細な傷を残すホーニング加工を行います。このとき、内壁に斜めに刻まれる筋状の溝を「クロスハッチ」と呼びます。クロスハッチはエンジンオイルを保持(油膜保持)する役割を果たし、ピストンリングとの摩擦を極限まで低減させ、焼き付きを防止します。
さらに近年では、プラトーホーニングという高度な手法も採用されています。これは、クロスハッチの「山」の部分を平坦(プラトー状)に削り取る技術で、エンジンの「慣らし運転」が終わった後のような滑らかな状態を初期状態で作り出すものです。これにより、燃費の向上、オイル消費の抑制、そしてエンジンの長寿命化が可能になります。このホーニング工程の仕上がりこそが、エンジンの回り方や出力を決定づけると言っても過言ではありません。
シリンダーブロックのオーバーホールと再生加工
エンジンを長期間使用すると、爆発の衝撃や熱によってシリンダーブロックには目に見えない歪みや摩耗が生じます。特にピストンが上死点付近で最も強く壁面を叩くため、シリンダーは「樽型」や「段付き」の状態に摩耗します。これらを再び新品同様、あるいはそれ以上の性能に引き上げるのがオーバーホールと再生加工です。
具体的な手法としては、摩耗したシリンダーをさらに一回り大きく削る「オーバーサイズ・ボーリング」があります。これに合わせて一回り大きいピストンを使用することで、気密性を回復させます。また、損傷が激しい場合には、既存のシリンダーを削り取り、新しい金属製の筒を圧入する「スリーブ打ち替え」が行われます。
さらに重要なのが、シリンダーヘッドとの接合面の歪みを修正する「面研(サーフェス研磨)」です。長年の熱サイクルで反ってしまった面を平滑にすることで、ガスケットの密閉性を高め、圧縮漏れやオイル漏れを防ぎます。これらの再生加工には、元の設計寸法を正確に測定する力と、摩耗の状態に合わせて最適な削り幅を判断する熟練の技術が必要とされます。
なお、弊社は、エンジンブロック(シリンダーブロック)の試作加工・鋳物切削加工を行っている企業になりますので、オーバーホールやメンテナンス等は行っておりません。お問い合わせは近隣の専門業者へお願いいたします。
まとめ:次世代のエンジンブロック製造に求められる精度
エンジン・シリンダーブロックの製造は、鋳造という古くからの伝統技術と、ミクロン単位を制御する最先端の機械加工技術が融合する領域です。カーボンニュートラルが叫ばれる現代においても、内燃機関の熱効率向上や軽量化の追求は止まることがなく、より薄肉で高強度、かつ超高精度なシリンダーブロックへの要求は高まり続けています。
複雑な形状を形にする鋳造技術、内部の歪みを見極める計測技術、そして滑らかな摺動面を創出するホーニング技術。これらすべての工程を高い次元で連携させることが、高品質なものづくりの本質です。
弊社における鋳物の高精度切削加工
当サイトを運営する株式会社友照工業が多くの実績を持ち得意とするのは、□630サイズまでのアルミ鋳物・鋳鉄の高精度マシニング加工です。
自動車メーカー様・Tier1部品メーカー様をはじめとする設計・開発部門と連携した試作品・テストピースの製作に加え、補給品(サービスパーツ)の生産について豊富な実績があり、支給材の切削加工だけでなく、粗材調達から切削加工、圧入・組付けを含む「粗加一貫」の対応が可能です。

弊社の本社工場・第2工場では、三井精機の横型5軸マシニングセンタ3台をはじめとする、約40台のマシニングセンタを保有しており、月産数百個~数千個までの小中ロット量産にも対応可能です。 例えば、ブロックシリンダであれば月産300個、ATトランスミッションケースで月産3,000個、ラテラルロアアームのような比較的小物であれば月産18,000個の量産実績がございます。
さらに、「よいモノをつくるためには、よい道具(治工具・設備)を使わなければいけない」という考えのもと、とりわけ切削工具の選定にこだわっております。海外メーカーを含む複数の工具メーカーに依頼し、ハイエンドの特注ダイヤモンド工具を手配しております。
また、お客様から評価いただいているのが、温度・湿度が均一で空調ムラが発生しない20℃ ± 0.5℃の恒温恒湿工場です。これにより、穴ピッチの変化や加工条件の調整が必要なく、不良をほとんど無くすことができ、高精度な鋳物切削加工を実現できております。
鋳物切削加工の事例
弊社が過去に加工した製品をご紹介します(機密保持の関係上、製品画像はAIで生成しております)。
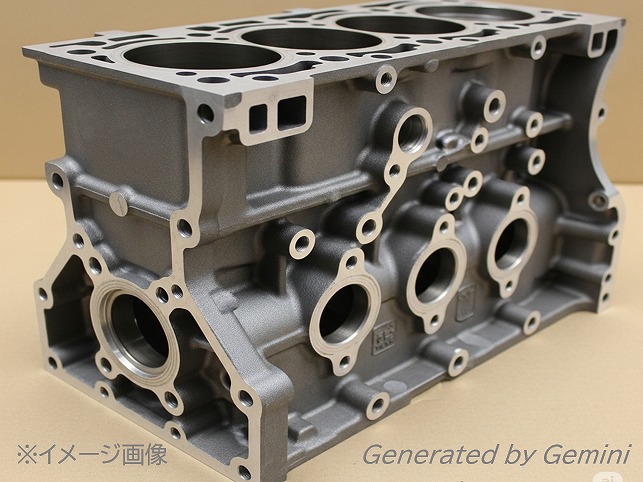
FC280-21 直列4気筒ブロックシリンダ
農業機械のエンジンを構成する直列4気筒ブロックシリンダです。
マシニング加工ののち、キャップ組付、サブアッシー後のマシニング加工を経て、内部の鋳巣をチェックをしたうえで納品いたしました。
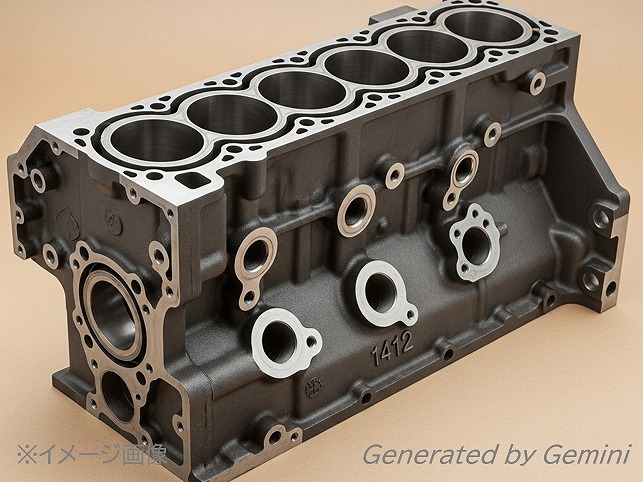
FCA 直列6気筒ブロックシリンダ
粗材は、減衰能に優れたねずみ鋳鉄であるFCA材(片状黒鉛鋳鉄)を採用しています。
ブロック本体にラダーキャップを組み付けたのち、Φ58×620mmのクランク穴を同軸度20μmで加工しました。ボアボーリング+ホーニング加工によりΦ86×120mmの穴を真円度10μmの高精度で仕上げております。
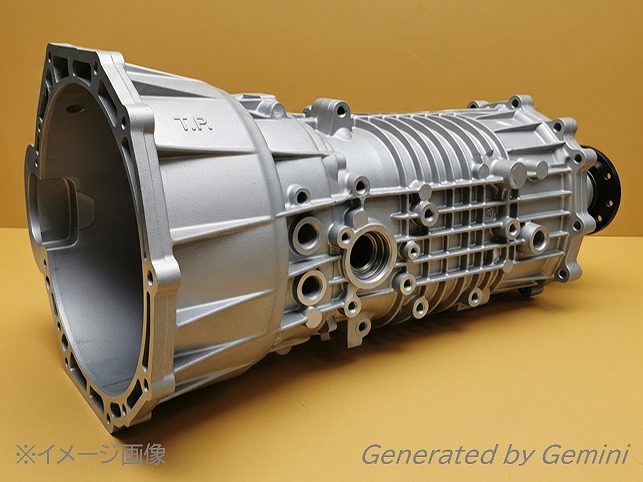
ADC10 クラッチハウジング
粗材は、ADC12に比べSi量がやや少なく引張強度に優れるアルミダイカストADC10を採用しております。
サイズが大きく薄肉のワークですが、粗材の一部をくり抜き切除する必要があるため、加工圧による歪み発生を極力低減する工程設計を行いました。
AC4B-T6 ヘッドシリンダ
全長が長いためワーク取り付け時の誤差や機械加工誤差が、比較的出やすいワーク形状です。例えばワークを立てた姿勢で加工する場合、取り付け時に垂直でない場合にY軸が斜めに走ることになり穴位置ズレとなりやすくなります。
他方、ワークを寝かせた姿勢で加工する場合も、B軸反転精度誤差により長手方向両端の端面位置(厚み)が大きく変動することになります。
エンジン・シリンダーブロックの試作加工なら、友照工業にお任せください
友照工業では、図面段階からの技術相談、試作、小中ロット加工まで幅広く対応しております。
鋳物の高精度切削加工なら、友照工業にお任せください。
- 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW自動車エンジン部品の鋳造・機械加工プロセスとアルミニウム合金の役割 - 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWエンジン・シリンダーブロックの試作加工|鋳造・高精度切削加工・ホーニング技術を徹底解説 - 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWアルミ鋳物・鋳鉄のマシニング・フライス加工 - 2026.03.10
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳鉄・アルミ鋳物の穴あけ加工 - 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWダクタイル鋳鉄(FCD材)の切削加工におけるポイント - 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWねずみ鋳鉄(FC材)の切削加工におけるポイント - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW電気自動車・燃料電池自動車(EV・FCV)向け鋳物部品の精密切削加工 - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW自動車部品のアルミ鋳物切削加工 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳巣の原因と対策 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物の割れ・クラックの原因と対策 - 2025.11.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物切削加工が難しい理由 - 2025.10.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物・鋳造材料の種類 - 2025.09.09
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW「アルミ・鉄鋳物高精度切削加工. com」をオープンしました
