アルミ鋳物・鋳鉄のマシニング・フライス加工
2026.04.07

鋳物加工は、ニアネットシェイプという利点がある一方で、黒皮による刃物摩耗や内部の鋳巣、加工歪みなど特有の課題が多い分野です。
本稿では、アルミ鋳物や鋳鉄のマシニング加工・フライス加工におけるポイントについて、鋳物切削加工のプロフェッショナルが解説します。
鋳物加工におけるマシニング・フライス加工の基本
鋳物加工とは?他の金属加工との違い
鋳物加工とは、砂型や金型に溶融した金属を流し込んで成形した「鋳造品」に対し、マシニングセンタやフライス盤を用いて不要な部分を削り取り、必要な精度や形状を作り出すプロセスです。
一般的な鋼材のブロック(角出し材)からの削り出しと決定的に異なる点は、ワークが既に最終製品に近い形状(ニアネットシェイプ)をしていることです。そのため、ゼロから形を作るのではなく「必要な面だけを精度良く仕上げる」というアプローチが主となります。しかし、鋳物には特有の「表面の硬化層(黒皮)」や「内部の空洞(巣)」が存在するため、被削性(削りやすさ)が部位によって大きく変動するという難しさがあります。
マシニングセンタとフライス盤の役割
鋳物加工において、マシニングセンタとフライス盤は用途に応じて使い分けられます。フライス盤は、主に大きな平面を一度に削り出す「正面フライス加工」に優れており、鋳物の基準面を作る工程で重宝されます。一方のマシニングセンタは、自動工具交換機能(ATC)を活かし、平面削り・穴あけ・タップ立て・ボーリングといった多工程をワンチャックで完了させられるのが最大のメリットです。
特に複雑な形状を持ち高精度な位置決めが求められるアルミ鋳物や鋳鉄の加工では、工程集約が可能なマシニングセンタが主流となっています。複数の加工面を一度に処理することで、面間の直角度や平行度を高い次元で維持することが可能になります。
鋳物の切削加工が難しいとされる理由
材質の不均質性と内部欠陥(巣)の影響
鋳物は溶けた金属が冷え固まる過程で生成されるため、組織が完全に均一ではありません。特に「巣」と呼ばれる空洞や、異物が混入した「スラグ巻き込み」が内部に存在することがあります。これらが切削中に現れると、刃先に断続的な衝撃が加わり、工具が欠けたり(チッピング)、加工面に「むしれ」が生じたりする原因となります。
特にアルミ鋳物の場合、シリコン含有量によって硬さが変わりやすく、鋳鉄の場合は冷却速度の違いによって表面の一部が非常に硬くなる「チル化」が発生することもあり、これが加工の不安定さを招きます。
黒皮(酸化皮膜)による刃物へのダメージ
鋳造品の表面は「黒皮」と呼ばれる酸化皮膜に覆われています。この層には砂型の砂が噛み込んでいたり、急冷によって非常に硬くなっていたりするため、通常の金属面を削るよりも工具の摩耗が劇的に早まります。
フライス加工で黒皮を剥がす際は、切り込み深さを調整して、刃先が硬い表面をこするのではなく、黒皮の下の軟らかい層を掬い上げるように加工するのが定石です。工具選定においても、耐摩耗性に優れたコーティング超硬工具や、鋳鉄専用のセラミック工具などを使用する工夫が求められます。
加工歪みと寸法精度の出しにくさ
鋳物は内部に「残留応力」を抱えていることが多いのが特徴です。表面を削り取ることで、この応力のバランスが崩れ、加工後にワークが反ったり歪んだりすることがあります。
また、薄肉のアルミ鋳物などはクランプ(固定)する際の力だけでも容易に変形してしまいます。強く締めれば加工後に歪み、弱ければ加工中に振動(ビビリ)が発生するというジレンマがあります。高精度な寸法を出すためには、粗加工と仕上げ加工の間に時間を置いて応力を逃がしたり、クランプ圧を微調整したりする高度なノウハウが必要となります。
鋳物を高精度に仕上げるためのマシニング・フライス加工技術
基準出しと治具設計のポイント
鋳造品は個体ごとのバラつきがあるため、加工を開始するための「基準出し」が極めて重要です。鋼材のように「角が直角である」という前提が通用しないため、どこを基準にして削り始めるかで、最終的な肉厚不足などの不良が決まります。
そのため、3点支持による位置決めや、バラつきを吸収する「芯出し(センタリング)」の手法が用いられます。治具設計においては、鋳物特有の複雑な形状を安定して保持しつつ、切削負荷による変形を防ぐために、ワークを支えるポイント(サポートピン)を適切に配置することが、精度向上の近道となります。
最適な切削条件(回転数・送り速度)の設定
アルミ鋳物と鋳鉄では、設定すべき切削条件が大きく異なります。
- アルミ鋳物(AC材):溶着(アルミが刃物にくっつく現象)を防ぐため、高い切削速度(高速回転)で一気に削るのが基本です。刃先は鋭いものを選定します。
- 鋳鉄(FC/FCD材):強度は高いものの脆性があるため、切りくずを細かく分断するように送り速度を調整します。強靭なFCD(ダクタイル鋳鉄)の場合は、粘りがあるためアルミに近い刃先管理が必要になることもあります。 どちらの場合も、工具の「逃げ角」や「すくい角」を鋳物専用に最適化された形状にすることで、切削抵抗を抑え、ビビリを抑制することが可能です。
切粉対策とクーラント管理の重要性
鋳鉄を加工する際、切粉は粉状(パウダー状)になります。これがクーラント(切削液)と混ざるとヘドロ状になり、機械のスライド面に入り込んで摩耗させたり、フィルタを詰まらせたりします。また、乾燥した切粉は空気中に飛散し、マシニングセンタの電子機器に悪影響を及ぼすこともあります。
対策として、強力な洗浄機能を持つクーラントシステムや、切粉を効率よく排出するスクリューコンベアの導入が不可欠です。また、長い切りくずが工具に絡みつかないよう、ステップ加工やクーラントの噴射圧を調整して、確実に切粉を排除する工夫が必要です。
鋳物加工のコストダウンを実現するポイント
鋳造工程との連携による加工コスト低減
コストダウンの最も効果的な方法は、当たり前ですが加工する量を減らすことです。設計段階で加工代(削りしろ)を必要最小限に設定することで、加工時間の短縮と工具の長寿命化が図れます。
工程集約によるリードタイムの短縮
複数の面を加工する場合、従来のフライス盤で何度も載せ替えていた工程を、4軸・5軸制御のマシニングセンタに集約することで、大幅なリードタイム短縮が可能です。
一度のクランプで多面加工を行えば、載せ替え時に発生する累積誤差(基準のズレ)もなくなり、品質の安定とコストカットを同時に達成できます。専用の多面保持治具を製作することで、一度の運転で複数のワークを同時に加工する「多数個取り」も、量産時のコストメリットを最大化する手法です。
材質選定(FC・FCDなど)による加工性の違い
設計段階で材質を見直すことも重要です。例えば、強度が必要な箇所に闇雲に硬い材質を選ぶのではなく、加工性の良いFC250(普通鋳鉄)で形状的に強度を担保できないか検討する、といったアプローチです。
また、近年ではアルミ鋳物でも高強度な種類が増えており、鋳鉄からアルミへ置換することで加工速度を数倍に高め、大幅なコストダウンと軽量化を同時に実現するケースも増えています。
弊社における鋳物の高精度切削加工
当サイトを運営する株式会社友照工業が多くの実績を持ち得意とするのは、□630サイズまでのアルミ鋳物・鋳鉄の高精度マシニング加工です。
自動車メーカー様・Tier1部品メーカー様をはじめとする設計・開発部門と連携した試作品・テストピースの製作に加え、補給品(サービスパーツ)の生産について豊富な実績があり、支給材の切削加工だけでなく、粗材調達から切削加工、圧入・組付けを含む「粗加一貫」の対応が可能です。

弊社の本社工場・第2工場では、三井精機の横型5軸マシニングセンタ3台をはじめとする、約40台のマシニングセンタを保有しており、月産数百個~数千個までの小中ロット量産にも対応可能です。 例えば、ブロックシリンダであれば月産300個、ATトランスミッションケースで月産3,000個、ラテラルロアアームのような比較的小物であれば月産18,000個の量産実績がございます。
さらに、「よいモノをつくるためには、よい道具(治工具・設備)を使わなければいけない」という考えのもと、とりわけ切削工具の選定にこだわっております。海外メーカーを含む複数の工具メーカーに依頼し、ハイエンドの特注ダイヤモンド工具を手配しております。
また、お客様から評価いただいているのが、温度・湿度が均一で空調ムラが発生しない20℃ ± 0.5℃の恒温恒湿工場です。これにより、穴ピッチの変化や加工条件の調整が必要なく、不良をほとんど無くすことができ、高精度な鋳物切削加工を実現できております。
鋳物切削加工の事例
弊社が過去に加工した製品をご紹介します(機密保持の関係上、製品画像はAIで生成しております)。
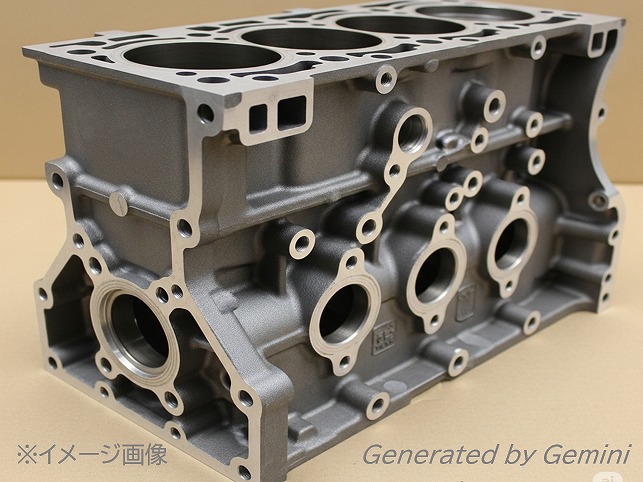
FC280-21 直列4気筒ブロックシリンダ
農業機械のエンジンを構成する直列4気筒ブロックシリンダです。
マシニング加工ののち、キャップ組付、サブアッシー後のマシニング加工を経て、内部の鋳巣をチェックをしたうえで納品いたしました。
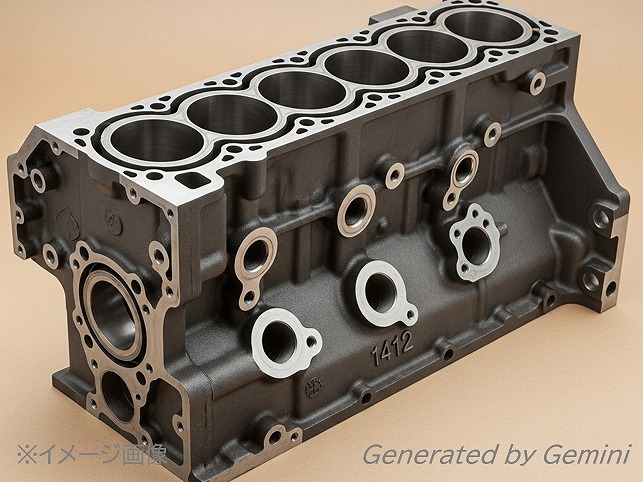
FCA 直列6気筒ブロックシリンダ
粗材は、減衰能に優れたねずみ鋳鉄であるFCA材(片状黒鉛鋳鉄)を採用しています。
ブロック本体にラダーキャップを組み付けたのち、Φ58×620mmのクランク穴を同軸度20μmで加工しました。ボアボーリング+ホーニング加工によりΦ86×120mmの穴を真円度10μmの高精度で仕上げております。
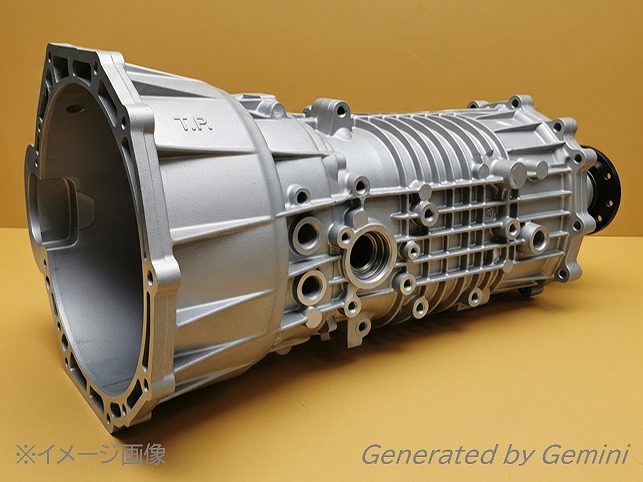
ADC10 クラッチハウジング
粗材は、ADC12に比べSi量がやや少なく引張強度に優れるアルミダイカストADC10を採用しております。
サイズが大きく薄肉のワークですが、粗材の一部をくり抜き切除する必要があるため、加工圧による歪み発生を極力低減する工程設計を行いました。
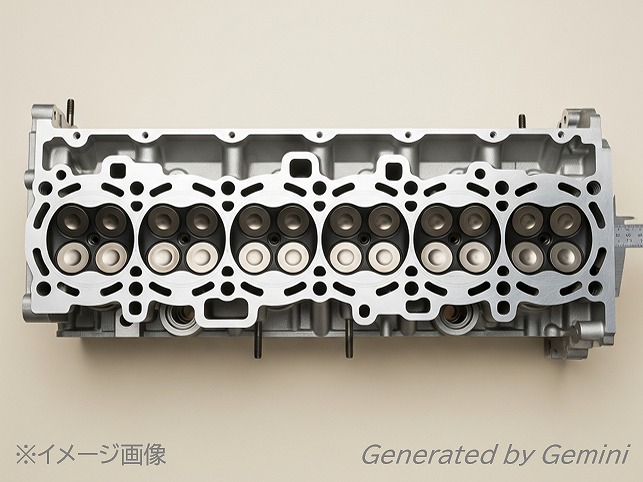
AC4B-T6 ヘッドシリンダ
全長が長いためワーク取り付け時の誤差や機械加工誤差が、比較的出やすいワーク形状です。例えばワークを立てた姿勢で加工する場合、取り付け時に垂直でない場合にY軸が斜めに走ることになり穴位置ズレとなりやすくなります。
他方、ワークを寝かせた姿勢で加工する場合も、B軸反転精度誤差により長手方向両端の端面位置(厚み)が大きく変動することになります。
アルミ鋳物・鋳鉄のマシニング・フライス加工なら、友照工業にお任せください
友照工業では、図面段階からの技術相談、試作、小中ロット加工まで幅広く対応しております。
鋳物の高精度切削加工なら、友照工業にお任せください。
- 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW自動車エンジン部品の鋳造・機械加工プロセスとアルミニウム合金の役割 - 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWエンジン・シリンダーブロックの試作加工|鋳造・高精度切削加工・ホーニング技術を徹底解説 - 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWアルミ鋳物・鋳鉄のマシニング・フライス加工 - 2026.03.10
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳鉄・アルミ鋳物の穴あけ加工 - 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWダクタイル鋳鉄(FCD材)の切削加工におけるポイント - 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWねずみ鋳鉄(FC材)の切削加工におけるポイント - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW電気自動車・燃料電池自動車(EV・FCV)向け鋳物部品の精密切削加工 - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW自動車部品のアルミ鋳物切削加工 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳巣の原因と対策 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物の割れ・クラックの原因と対策 - 2025.11.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物切削加工が難しい理由 - 2025.10.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物・鋳造材料の種類 - 2025.09.09
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW「アルミ・鉄鋳物高精度切削加工. com」をオープンしました
