自動車エンジン部品の鋳造・機械加工プロセスとアルミニウム合金の役割
2026.04.07

自動車エンジンの製造は、極限の熱と圧力に耐えうる鋳造と、ミクロン単位の精度を追求する機械加工の結晶です。近年、燃費向上と軽量化の要請からアルミ合金への転換が進み、その素材特性を最大限に引き出す高度な技術が不可欠となっています。
本稿では、自動車エンジン部品の製造・加工プロセスとよく使用されるアルミ合金の特性について、鋳物切削加工のプロフェッショナルが解説します。
エンジン製造における鋳造の重要性と基本プロセス
エンジンは、数千回におよぶ爆発燃焼と高速回転に耐えなければならない、自動車の中で最も過酷な環境に置かれる部品です。その主要構造体であるシリンダーブロックやシリンダーヘッドの製造において、古くから鋳造がコア技術として採用され続けているのには、明確な理由があります。
それは、エンジンの内部に冷却水が通る「ウォータージャケット」や複雑なオイルライン、燃焼室といった、削り出し加工だけでは実現不可能な中空・複雑形状を一体成形できるためです。
なぜエンジン部品は鋳造で作られるのか
エンジン部品に鋳造が選ばれる最大のメリットは、自由度の高い造形性と生産性の両立にあります。エンジンの高出力化と小型化を両立させるためには、燃焼室周辺の熱を効率よく逃がす冷却経路を配置しつつ、全体の剛性を確保しなければなりません。これを全て切削加工で行うと、膨大な時間とコストがかかるだけでなく、内部に密閉された空間を作ることは極めて困難です。
鋳造であれば、あらかじめ複雑な空洞を持たせた型を設計することで、一回の流し込み(注湯)で高精度な素形材を得ることができます。また、鋳物特有の組織は減衰性に優れており、エンジンの振動や騒音を抑制する効果も期待されています。
砂型鋳造と金型鋳造(ダイカスト)の使い分け
エンジンの製造現場では、生産量や部品の性格に応じて複数の鋳造法が使い分けられています。
「砂型鋳造」は、主に試作開発や多品種少量生産のエンジン、あるいは非常に大型のディーゼルエンジンなどに用いられます。砂を固めて型を作るため、設計変更への対応が柔軟で、型費も抑えられるのが特徴です。
一方、乗用車などの量産エンジンで主流となっているのが「重力鋳造」や「ダイカスト」です。特にダイカストは、溶融金属を高速・高圧で金型に注入するため、薄肉かつ寸法精度の高い製品を短サイクルで製造できます。近年では、真空ダイカスト技術の向上により、内部欠陥(巣)を抑えた高強度なブロックの製造が可能になっています。
複雑な内部構造を実現する「中子(なかご)」の技術
エンジン鋳造において欠かせないのが「中子(なかご)」と呼ばれる技術です。これは、製品の内部にある空洞(ウォータージャケットなど)を作るために、あらかじめ砂などで作っておく「型の中の型」です。金属が固まった後に砂を崩して排出することで、外からは見えない複雑な迷路のような水路が形成されます。この中子の精度がエンジンの冷却効率を左右するため、砂の粒径選定からバインダー(固着剤)の配合、ガスの抜けやすさに至るまで、高度なノウハウが凝縮されています。
シリンダーブロック・シリンダーヘッドに求められるアルミニウム合金の特性
かつてエンジンの主要材料は鋳鉄(ねずみ鋳鉄)が主流でした。しかし、燃費向上に向けた「軽量化」という至上命題に対し、現代の乗用車エンジンの多くはアルミニウム合金へとシフトしています。アルミニウムは鉄に比べて密度が約3分の1と軽く、熱伝導率が高いため、熱を素早く逃がしてノッキング(異常燃焼)を抑制できるという、エンジンにとって理想的な特性を持っています。
鉄からアルミへ:エンジン軽量化の変遷
エンジンをアルミ化することで、車両前方の重量を大幅に軽減でき、操縦安定性の向上に直結します。しかし、単純に置き換えるだけでは強度が不足します。そこで、アルミニウムにケイ素(Si)や銅(Cu)、マグネシウム(Mg)などを添加した「エンジン専用合金」が開発されてきました。シリンダーヘッドのように高温にさらされる部位と、シリンダーブロックのように剛性が求められる部位では、それぞれ最適化された組成の合金が使い分けられています。
自動車エンジン鋳物用アルミニウム合金(AC材・ADC材)の種類と特徴
日本のJIS規格では、エンジン用として主に「AC材」や「ADC材」が使用されます。
ADC12: ダイカスト用の代表的な合金です。優れた充填性と適度な機械的性質を持ち、シリンダーブロックの量産に多く利用されています。 これらの合金は、鋳造性(湯流れの良さ)と被削性(削りやすさ)のバランスが取られており、後工程である機械加工の負荷低減にも寄与しています。
AC4B・AC4C: 主に重力金型鋳造で用いられ、シリンダーヘッドなどに採用されます。ケイ素を添加して流動性を高めつつ、熱処理(T6処理など)を施すことで、高い強度と耐圧性を実現します。
高温強度と耐摩耗性を両立する合金設計
近年の高出力ターボエンジンやハイブリッド車用エンジンでは、熱負荷がさらに増大しています。これに対応するため、微細な金属組織を制御する技術が進化しています。
例えば、アルミニウム中に硬い「初晶シリコン」を析出させることで、シリンダー内壁の摩耗を防ぐ技術や、微量の微細化材を添加して鋳造時の組織を緻密にし、疲労強度を高める手法です。これにより、アルミニウムの弱点である高温時の強度低下を克服し、過酷な条件下でも歪みの少ないエンジン構造体を実現しています。
鋳造後の精密工程:エンジン部品の機械加工とボーリング
鋳造によって成形されたエンジンブロックやシリンダーヘッドは、この段階ではまだ素形材であり、そのままではエンジンとして機能しません。爆発の圧力を受け止める気密性や、数ミクロン単位の嵌合を実現するためには、高度な機械加工が不可欠です。
鋳造品の切削加工工程
鋳造直後の製品には、バリや湯口の跡、そして鋳物特有の表面粗さがあります。これらをマシニングセンタなどの工作機械を用いて、基準面(取り付け面)の切削から順次加工していきます。特にシリンダーヘッドとの接合面は、ガスケットを介して高圧を封じ込めるため、極めて高い平面度が要求されます。
また、カムシャフトの軸受け部やバルブシートの圧入部など、回転・摺動に関わる箇所には、ミクロン単位の公差が設定されており、鋳造技術と加工技術の高度な連携が「エンジンの品質」を左右します。
シリンダーボーリング加工の重要性と真円度の追求
シリンダーブロック加工において、最も難易度が高く重要な工程が「ボーリング加工」です。これはピストンが往復運動するシリンダー内部を、正確な円筒形に削り出す工程です。
単に穴を広げるだけでなく、幾何学的な「真円度」と「円筒度」を極限まで追求する必要があります。もしシリンダーがわずかでも歪んでいれば、ピストンリングとの間に隙間が生じ、圧縮漏れやオイル上がり、さらには異常摩耗の原因となります。特にアルミブロックの場合、鋳造時の残留応力や加工熱による変形を考慮した、緻密な加工条件の設定が求められます。
ホーニング加工によるクロスハッチ形成とオイル保持
ボーリング加工の最終仕上げとして行われるのが「ホーニング加工」です。これは、砥石を取り付けたヘッドを回転・往復させながら内壁を研磨する工程ですが、単に鏡面のようにツルツルに磨き上げるのが目的ではありません。
ホーニングによってシリンダー壁面には「クロスハッチ」と呼ばれる微細な網目状の傷が刻まれます。この溝がオイルを保持する「油溜まり」の役割を果たし、高速で往復するピストンとの金属接触を防ぐ境界潤滑を実現します。この溝の深さや角度(交差角)の制御は、エンジンのフリクションロス低減と耐久性向上の鍵を握る、まさに職人技と先端技術の融合領域です。
エンジンの性能を左右する高度な鋳造・加工技術
環境規制の強化に伴い、エンジンにはさらなる効率化が求められています。これに応えるため、従来の鋳造・加工の常識を覆す技術が次々と投入されています。
薄肉・複雑形状を可能にする最新の鋳造シミュレーション
かつては経験と勘に頼っていた鋳造設計も、現在は高度な「鋳造シミュレーション(CAE)」によってデジタル化されています。溶湯が型の中をどのように流れ、どこで固まるかをコンピュータ上で解析することで、湯流れ不良や引け巣を未然に防ぎます。これにより、構造的な強度を維持したまま限界まで壁厚を薄くする「薄肉化」が可能となり、エンジンのさらなる軽量化に貢献しています。
シリンダーライナーレス構造と特殊表面処理
従来のアルミブロックは、耐摩耗性を確保するためにシリンダー内部に鋳鉄製の「ライナー」を挿入するのが一般的でした。しかし、冷却効率と軽量化を突き詰めるため、ライナーを廃止した「ライナーレス構造」が増えています。
これを実現するのが、シリンダー内壁に特殊な合金層を溶射する「ワイヤーアーク溶射技術」や、アルミニウム中のシリコン粒子を露出させる特殊加工です。これにより、ライナーの厚み分だけボア径を拡大できたり、ピストンからの熱を直接冷却水に伝えられたりと、排気量あたりの出力向上に大きく寄与しています。
熱処理による組織制御と機械的性質の向上
鋳造後の「熱処理」も、エンジンの信頼性を支える重要なプロセスです。AC4C材などのアルミニウム合金は、溶体化処理と時効処理(T6処理など)を行うことで、金属組織を最適化し、硬度と靭性を飛躍的に高めることができます。温度管理をわずかに誤るだけで変形や割れの原因となるため、炉内の温度分布を均一に保つ高度な生産管理が実施されています。
弊社における鋳物の高精度切削加工
当サイトを運営する株式会社友照工業が多くの実績を持ち得意とするのは、□630サイズまでのアルミ鋳物・鋳鉄の高精度マシニング加工です。
自動車メーカー様・Tier1部品メーカー様をはじめとする設計・開発部門と連携した試作品・テストピースの製作に加え、補給品(サービスパーツ)の生産について豊富な実績があり、支給材の切削加工だけでなく、粗材調達から切削加工、圧入・組付けを含む「粗加一貫」の対応が可能です。

弊社の本社工場・第2工場では、三井精機の横型5軸マシニングセンタ3台をはじめとする、約40台のマシニングセンタを保有しており、月産数百個~数千個までの小中ロット量産にも対応可能です。 例えば、ブロックシリンダであれば月産300個、ATトランスミッションケースで月産3,000個、ラテラルロアアームのような比較的小物であれば月産18,000個の量産実績がございます。
さらに、「よいモノをつくるためには、よい道具(治工具・設備)を使わなければいけない」という考えのもと、とりわけ切削工具の選定にこだわっております。海外メーカーを含む複数の工具メーカーに依頼し、ハイエンドの特注ダイヤモンド工具を手配しております。
また、お客様から評価いただいているのが、温度・湿度が均一で空調ムラが発生しない20℃ ± 0.5℃の恒温恒湿工場です。これにより、穴ピッチの変化や加工条件の調整が必要なく、不良をほとんど無くすことができ、高精度な鋳物切削加工を実現できております。
鋳物切削加工の事例
弊社が過去に加工した製品をご紹介します(機密保持の関係上、製品画像はAIで生成しております)。
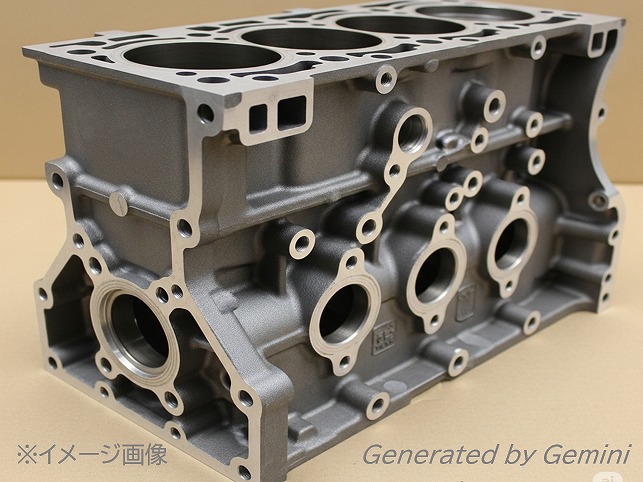
FC280-21 直列4気筒ブロックシリンダ
農業機械のエンジンを構成する直列4気筒ブロックシリンダです。
マシニング加工ののち、キャップ組付、サブアッシー後のマシニング加工を経て、内部の鋳巣をチェックをしたうえで納品いたしました。
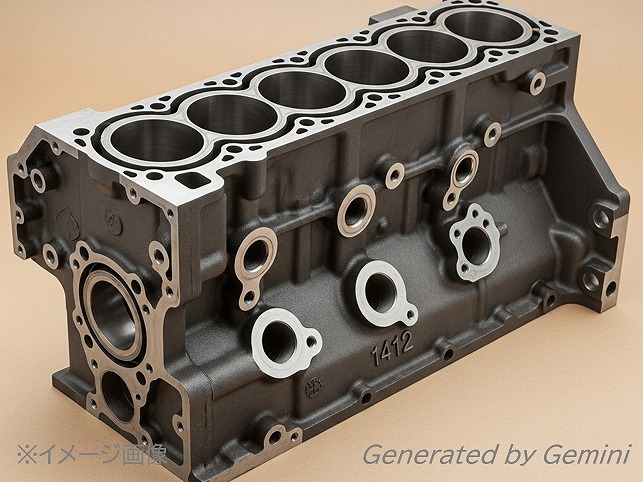
FCA 直列6気筒ブロックシリンダ
粗材は、減衰能に優れたねずみ鋳鉄であるFCA材(片状黒鉛鋳鉄)を採用しています。
ブロック本体にラダーキャップを組み付けたのち、Φ58×620mmのクランク穴を同軸度20μmで加工しました。ボアボーリング+ホーニング加工によりΦ86×120mmの穴を真円度10μmの高精度で仕上げております。
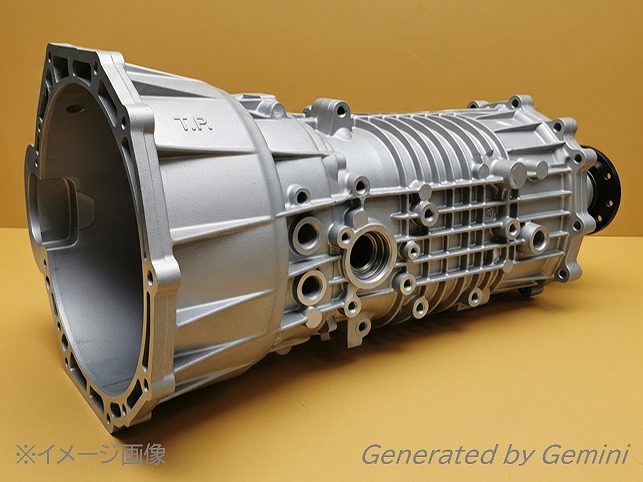
ADC10 クラッチハウジング
粗材は、ADC12に比べSi量がやや少なく引張強度に優れるアルミダイカストADC10を採用しております。
サイズが大きく薄肉のワークですが、粗材の一部をくり抜き切除する必要があるため、加工圧による歪み発生を極力低減する工程設計を行いました。
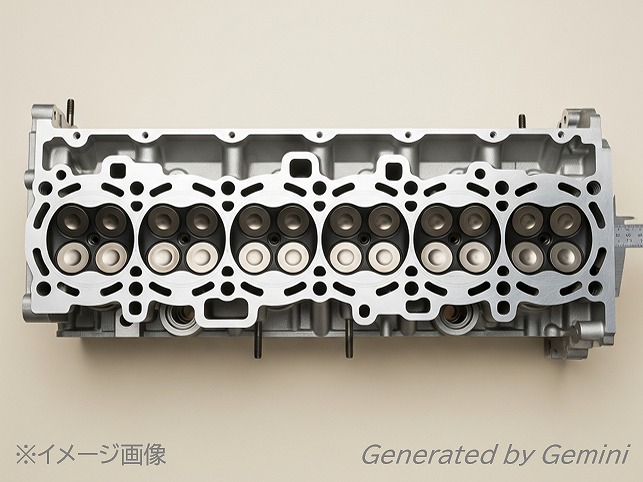
AC4B-T6 ヘッドシリンダ
全長が長いためワーク取り付け時の誤差や機械加工誤差が、比較的出やすいワーク形状です。例えばワークを立てた姿勢で加工する場合、取り付け時に垂直でない場合にY軸が斜めに走ることになり穴位置ズレとなりやすくなります。
他方、ワークを寝かせた姿勢で加工する場合も、B軸反転精度誤差により長手方向両端の端面位置(厚み)が大きく変動することになります。
エンジン・シリンダーブロックの試作加工なら、友照工業にお任せください
友照工業では、図面段階からの技術相談、試作、小中ロット加工まで幅広く対応しております。
鋳物の高精度切削加工なら、友照工業にお任せください。
- 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW自動車エンジン部品の鋳造・機械加工プロセスとアルミニウム合金の役割 - 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWエンジン・シリンダーブロックの試作加工|鋳造・高精度切削加工・ホーニング技術を徹底解説 - 2026.04.07
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWアルミ鋳物・鋳鉄のマシニング・フライス加工 - 2026.03.10
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳鉄・アルミ鋳物の穴あけ加工 - 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWダクタイル鋳鉄(FCD材)の切削加工におけるポイント - 2026.02.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEWねずみ鋳鉄(FC材)の切削加工におけるポイント - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW電気自動車・燃料電池自動車(EV・FCV)向け鋳物部品の精密切削加工 - 2026.01.11
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW自動車部品のアルミ鋳物切削加工 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳巣の原因と対策 - 2025.12.16
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物の割れ・クラックの原因と対策 - 2025.11.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物切削加工が難しい理由 - 2025.10.03
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW鋳物・鋳造材料の種類 - 2025.09.09
Warning: Undefined variable $days_diff in /home/ctc-230148001511/public_html/shisaku/wp-content/themes/toaru/single.php on line 38
NEW「アルミ・鉄鋳物高精度切削加工. com」をオープンしました
